
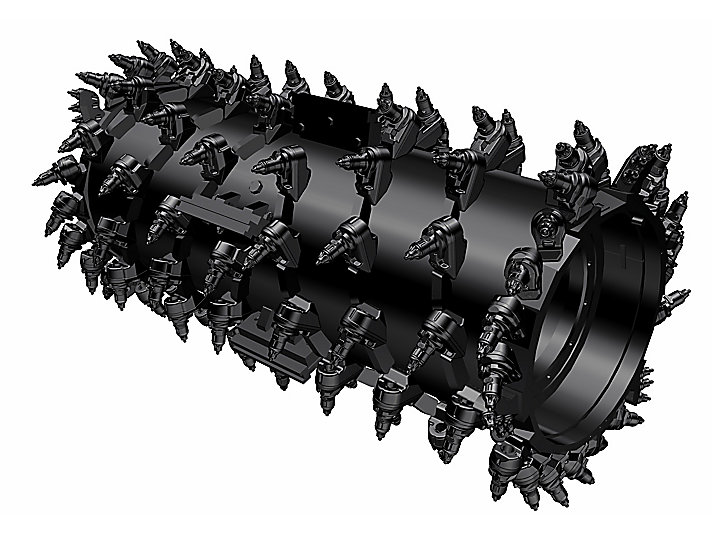







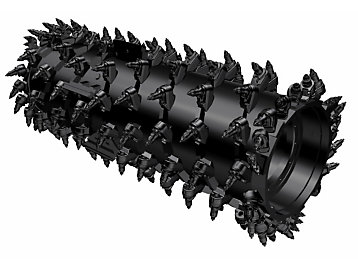











| 刨除寬度 | 79 in 2010 mm |
| 機具空間 | 0.98 in 25 mm |
| 尖端處碾輪直徑 | 42.2 in 1073 mm |
| 刨除深度 (最大值) | 13 in 330 mm |
| 鑽頭數 | 122 122 |
| 附冷卻液和刀具 (原廠安裝) 的轉子組 PN# | 582-7725 582-7725 |
| 附鑽頭 (現場安裝) 的轉子組 PN# | 582-7727 582-7727 |
功能一覽

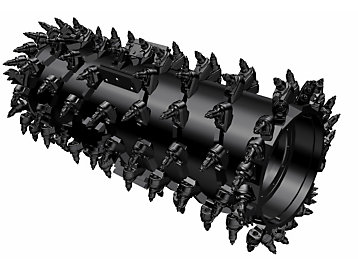
- 錐形摩擦環設計將刀夾固定於轉子上,無需使用固定銷、螺栓或固定螺栓,可節省最高 50% 更換時間,且不需緊固件或扭轉固定
- 20 mm 耐磨環,長度較系統 G 刀夾多 66%
- 防旋轉刀夾設計可確保定位正確,防止塊座和夾具磨損
- 水可以從刀夾的輻射開孔滲入,幫助刀齒旋轉以使鑽頭磨耗平均
- 根據不同應用,刀夾可搭配 20 mm、22 mm 或 25 mm 連桿的鑽頭

- 輻射式工作孔
- 鑿刻點
- 透過塊座後方進入

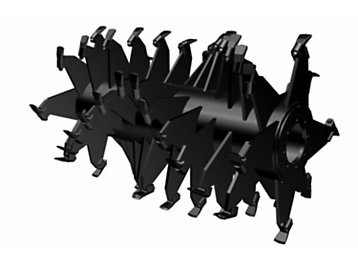
- 最佳化的螺旋角使物料從外部流向中心的速度加快,物料提取效率更高
- 在轉子每一側特別設計塊座,且其配置可以最佳化切割效果並使物料流動效率高
- 反衝槳板確定尺寸後經測試驗證,確保切割室中心的物料能以最大噴射量送達進料器
- 設計轉子時,藉由快速搬移切割室中的物料、減少拉扯、提高整體機器效率和降低油耗等方法以緩和組件磨損情況

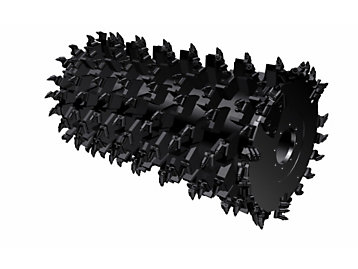
- 專為嚴苛應用設計,打造經久耐用的轉子
- 大面積熱處理的刀夾表面,可保護底座避免非必要磨損
- 組件採用耐磨的高強度合金製造,能承受最嚴苛的應用
- 高強度組件滿足高功率應用需求
- 刀夾和底座最佳化設計能使應力極小化,耐用度佳


- 雙定位式刀夾無需緊固件,最多可縮短 50% 更換時間
- 多種拆卸鑽頭方法
- 系統 K 轉子獨有的多種拆卸工具,可快速更換鑽頭和刀夾
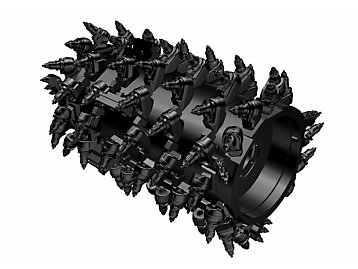
產品規格 系統 K 2.0 m 刨除碾輪 (間距 25 mm)
了解 系統 K 2.0 m 刨除碾輪 (間距 25 mm) 如何與客戶經常比較的產品進行比較。
rotors
系統 K 2.0 m 刨除碾輪 (間距 25 mm)
已選擇
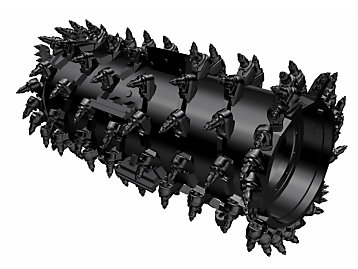
- 刨除寬度
- 79 in
- 2010 mm
- 機具空間
- 0.98 in
- 25 mm
- 尖端處碾輪直徑
- 42.2 in
- 1073 mm
rotors
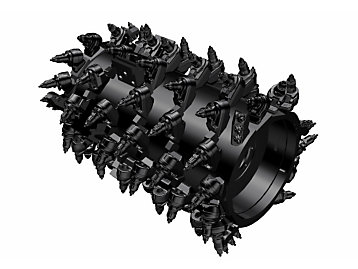
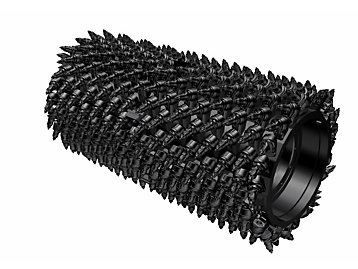
系統 K 2.0 m 刨除碾輪 (間距 18mm)

- 刨除寬度
- 79 in
- 2010 mm
- 機具空間
- 0.7 in
- 18 mm
- 尖端處碾輪直徑
- 42.2 in
- 1073 mm
rotors
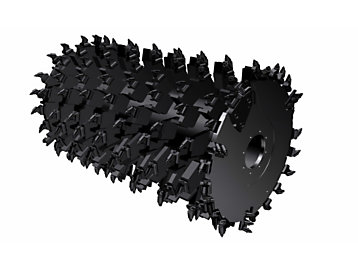
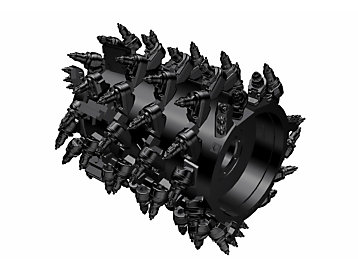
系統 K 2.0 m 刨除碾輪 (間距 15mm)

- 刨除寬度
- 79 in
- 2010 mm
- 機具空間
- 0.6 in
- 15 mm
- 尖端處碾輪直徑
- 42.2 in
- 1073 mm

相關產品
路面冷刨機
