

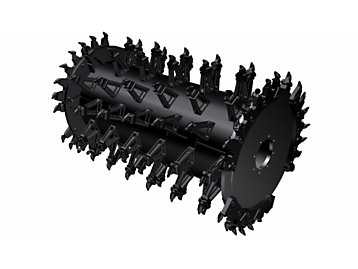








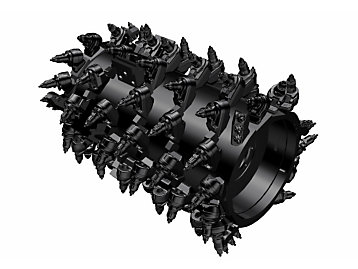






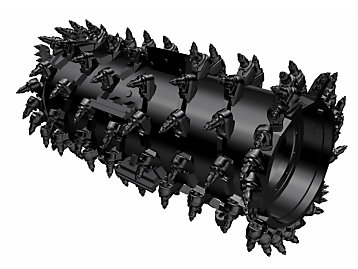











| 铣刨宽度 | 79 in 2010 mm |
| 刀头间距 | 0.31 in 8 mm |
| 齿尖位置钢轮直径 | 42.2 in 1073 mm |
| 铣刨深度(最大) | 13 in 330 mm |
| 刨削刀头数量 | 276 276 |
| 带冷却液和工具的转子总成 PN 编号(现场安装) | 567-0933 567-0933 |
| 带刀头的转子总成 PN 编号(现场安装) | 567-0932 567-0932 |

主要技术规格
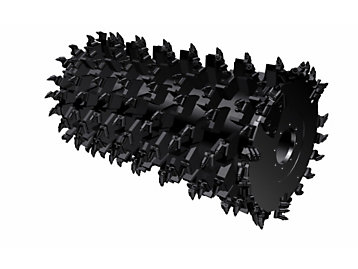
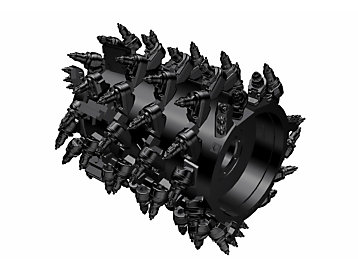
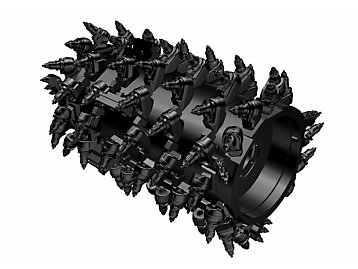
| 铣刨宽度 | 79 in 2010 mm |
| 刀头间距 | 0.31 in 8 mm |
| 齿尖位置钢轮直径 | 42.2 in 1073 mm |
| 铣刨深度(最大) | 13 in 330 mm |
| 刨削刀头数量 | 276 276 |
| 带冷却液和工具的转子总成 PN 编号(现场安装) | 567-0933 567-0933 |
| 带刀头的转子总成 PN 编号(现场安装) | 567-0932 567-0932 |
